揚(yáng)州CNC零件加工適合加工中心加工的零件種類
發(fā)布時(shí)間:2022-01-10 09:58:28 作者:szgeny 次數(shù):780
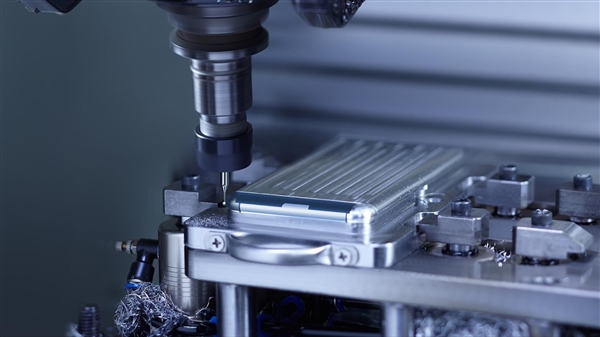
其實(shí)手機(jī)金屬CNC行業(yè)看似門檻比較低,采購(gòu)了相關(guān)設(shè)備就能夠動(dòng)工生產(chǎn),然而要做好卻不容易,同樣是做金屬CNC加工的廠商,技術(shù)水平不一樣,行業(yè)積累不相同,都會(huì)影響其生產(chǎn)良率水平。換句話說(shuō),要把CNC加工良率提升較高水平,對(duì)目前大多數(shù)廠商而言,仍然是個(gè)大難題。
一位業(yè)內(nèi)知名CNC廠人士說(shuō):"因?yàn)槿饘貱NC加工非常復(fù)雜,而且每一道工序都非常重要,尤其是CNC加工和二次加工,稍有不慎都可能導(dǎo)致整個(gè)產(chǎn)品報(bào)廢掉。"
揚(yáng)州CNC零件加工適合加工中心加工的零件種類
塑料外殼只需要開了模具便可實(shí)現(xiàn)批量生產(chǎn),良率基本可達(dá)90%以上;金屬中框結(jié)構(gòu)的外殼已經(jīng)可以做到85-90%的良率,但是大面積、全金屬機(jī)身的CNC產(chǎn)品良率目前能夠做到75%就已經(jīng)非常高了。
如果說(shuō)75%的良品率依然可以接受的話,那么二次加工會(huì)使得這個(gè)數(shù)據(jù)繼續(xù)下滑,而手機(jī)金屬工藝是不可能直接實(shí)用金屬外殼的,是一定要進(jìn)行二次加工。"二次加工"過(guò)程包括了拋光、拉絲/噴砂、陽(yáng)極等表面處理工序,全金屬CNC產(chǎn)品到了二次加工時(shí)成本已很高,若在這些工序中出現(xiàn)問(wèn)題,如拉絲時(shí)刮傷了一點(diǎn)點(diǎn),都需要花費(fèi)巨大的人力、物力去彌補(bǔ),而且很多情況下是無(wú)法修復(fù),對(duì)良率造成了很大影響。
(1)箱體類零件
箱體類零件一般是指具有一個(gè)以上孔系,內(nèi)部有型腔,在長(zhǎng)、寬、高方向有一定比例的零件。這類零件在機(jī)床、汽車、飛機(jī)制造等行業(yè)用的較多。箱體類零件一般都需要進(jìn)行多工位孔系及平面加工,公差要求較高,特別是形位公差要求較為嚴(yán)格,通常要經(jīng)過(guò)銑、鉆、擴(kuò)、鏜、鉸、锪,攻絲等工序,需要刀具較多,在普通機(jī)床上加工難度大,工裝套數(shù)多,費(fèi)用高,加工周期長(zhǎng),需多次裝夾、找正,手工測(cè)量次數(shù)多,加工時(shí)必須頻繁地更換刀具,工藝難以制定,更重要的是精度難以保證。
加工箱體類零件的加工中心,當(dāng)加工工位較多,需工作臺(tái)多次旋轉(zhuǎn)角度才能完成的零件,一般選臥式鏜銑類加工中心。當(dāng)加工的工位較少,且跨距不大時(shí),可選立式加工中心,從一端進(jìn)行加工。
(2)復(fù)雜曲面
復(fù)雜曲面在機(jī)械制造業(yè),特別是航天航空工業(yè)中占有特殊重要的地位。復(fù)雜曲面采用普通機(jī)加工方法是難以甚至無(wú)法完成的。在我國(guó),傳統(tǒng)的方法是采用精密鑄造,可想而知其精度是低的。復(fù)雜曲面類零件如:各種葉輪,導(dǎo)風(fēng)輪,球面,各種曲面成形模具,螺旋槳以及水下航行器的推進(jìn)器,以及一些其它形狀的自由曲面。這類零件均可用加工中心進(jìn)行加工。比較典型的下面幾種:
①凸輪、凸輪機(jī)構(gòu)
作為機(jī)械式信息貯存與傳遞的基本元件,被廣泛地應(yīng)用于各種自動(dòng)機(jī)械中,這類零件有各種曲線的盤形凸輪,圓柱凸輪、圓錐凸輪、桶形凸輪、端面凸輪等。加工這類零件可根據(jù)凸輪的復(fù)雜程度選用三軸、四軸聯(lián)動(dòng)或選用五軸聯(lián)動(dòng)的加工中心。
②整體葉輪類
這類零件常見于航空發(fā)動(dòng)機(jī)的壓氣機(jī),制氧設(shè)備的膨脹機(jī),單螺桿空氣壓縮機(jī)等,對(duì)于這樣的型面,可采用四軸以上聯(lián)動(dòng)的加工中心才能完成。

揚(yáng)州CNC零件加工適合加工中心加工的零件種類
③模具類
如注塑模具、橡膠模具、真空成形吸塑模具、電冰箱發(fā)泡模具、壓力鑄造模具,精密鑄造模具等。采用加工中心加工模具,由于工序高度集中,動(dòng)模、靜模等關(guān)鍵件的精加工基本上是在一次安裝中完成全部機(jī)加工內(nèi)容,可減少尺寸累計(jì)誤差,減少修配工作量。同時(shí),模具的可復(fù)制性強(qiáng),互換性好。機(jī)械加工殘留給鉗工的工作量少,凡刀具可及之處,盡可能由機(jī)械加工完成,這樣使模具鉗工的工作量主要在于拋光。
④球面
可采用加工中心銑削。三軸銑削只能用球頭銑刀作逼近加工,效率較低,五軸銑削可采用端銑刀作包絡(luò)面來(lái)逼近球面。復(fù)雜曲面用加工中心加工時(shí),編程工作量較大,大多數(shù)要有自動(dòng)編程技術(shù)。
(3)異形件
異形件是外形不規(guī)則的零件,大都需要點(diǎn)、線、面多工位混合加工。異形件的剛性一般較差,夾壓變形難以控制,加工精度也難以保證,甚至某些零件的有的加工部位用普通機(jī)床難以完成。用加工中心加工時(shí)應(yīng)采用合理的工藝措施,一次或二次裝夾,利用加工中心多工位點(diǎn)、線、面混合加工的特點(diǎn),完成多道工序或全部的工序內(nèi)容。
(4)盤、套、板類零件
帶有鍵槽,或徑向孔,或端面有分布的孔系,曲面的盤套或軸類零件,如帶法蘭的軸套,帶鍵槽或方頭的軸類零件等,還有具有較多孔加工的板類零件,如各種電機(jī)蓋等。端面有分布孔系、曲面的盤類零件宜選擇立式加工中心,有徑向孔的可選臥式加工中心。
(5)特殊加工
在熟練掌握了加工中心的功能之后,配合一定的工裝和專用工具,利用加工中心可完成一些特殊的工藝工作,如在金屬表面上刻字、刻線、刻圖案;在加工中心的主軸上裝上高頻電火花電源,可對(duì)金屬表面進(jìn)行線掃描表面淬火;用加工中心裝上高速磨頭,可實(shí)現(xiàn)小模數(shù)漸開線圓錐齒輪磨削及各種曲線、曲面的磨削等。
- 上一篇:揚(yáng)州零件加工廠 下一篇:揚(yáng)州cnc加工順序